
联系电话 
137-2828-9660
东莞市长安企艺模具加工店
公司地址:东莞市长安镇乌沙社区兴发南路西二街4号1楼1-2号铺
联系电话:137-2828-9660
公司邮箱:qiyimoju@126.com
作者: 发布时间:2021-11-22 15:51:14点击:281
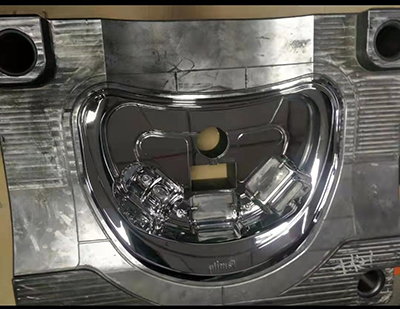
长安模具省模抛光晒纹咬花。模具抛光一般先应用粗的油石对机械加工制造的模貝凹模表面开展粗的打磨抛光,打磨抛光去机加数控刀片的刀纹,随后再应用细的油石打磨抛光去粗油石打磨抛光的印痕,随后再用细的砂纸对细油石打磨抛光过的表面开展打磨抛光,最终再应用抛光膏或研磨膏对压铸模具的凹模表面开展最终的精抛光打磨抛光,进而做到明亮如镜的实际效果。这就是一般对模貝开展抛光的整个过程。当然,如果有也许得话,可以应用超音波抛光机来对模貝开展抛光,那样高效率高些。人也较为省力。
长安模具省模抛光晒纹咬花。模具抛光一般先应用粗的油石对机械加工制造的模貝凹模表面开展粗的打磨抛光,打磨抛光去机加数控刀片的刀纹,随后再应用细的油石打磨抛光去粗油石打磨抛光的印痕,随后再用细的砂纸对细油石打磨抛光过的表面开展打磨抛光,最终再应用抛光膏或研磨膏对压铸模具的凹模表面开展最终的精抛光打磨抛光,进而做到明亮如镜的实际效果。这就是一般对模貝开展抛光的整个过程。当然,如果有也许得话,可以应用超音波抛光机来对模貝开展抛光,那样高效率高些。人也较为省力。
长安模具省模抛光晒纹咬花,要想得到高品质的抛光实际效果,最重要的是要具有有优质的油石、砂纸和裸钻研磨膏等抛光专用工具和輔助品。而抛光程序流程的挑选在于早期制作后的表面情况,如机械加工制造、电火花线切割,磨生产加工这些。长安模具省模抛光晒纹咬花,机械设备抛光的一般全过程如下所示:
①粗抛:经铣、火花放电、磨等加工工艺后的表面可以挑选转速比在35 000—40 000 rpm的转动表面抛光机或超音波研磨机开展抛光。常见的方式有运用直徑Φ3mm、WA # 400的车轮子除去乳白色火花放电层。随后是手工制作油石研磨,条形油石加汽油做为润滑液或冷却液。一般的应用次序为#180 ~ #240 ~ #320 ~ #400 ~ #600 ~ #800 ~ #1000。 油石抛光方式,这一工作是最重要的难度很大工作,依据制品的不一样规格型号,各自约70度的角位平衡的开展交叉式研磨。最理想化的来回范畴约为40mm~70mm。油石工作也会依据制品的材料而转变。很多模貝生产商为了更好地节约时间而挑选从#400逐渐。
②半精抛:半精抛关键应用砂纸和汽油。长安模具省模抛光晒纹咬花,油石工作完毕后是砂纸工作,砂纸工作时,要留意模仁的圆边、圆弧和橘皮的造成。因此油石步骤尽可能保证较细生产加工。 砂纸抛光的关键。砂纸相互配合偏硬的木棍像油石工作一样约70夹角垂直地开展研磨,一面砂纸研磨频次约10次~15次。假如研磨時间太长,砂纸的研磨力会降低,那样便会出现生产加工面发生不均衡状况(这也是有橘子皮的缘故之一)。
砂纸工作时一般都选用竹条开展研磨,具体应用材料弹性小的树枝或强度低的铝锭约45夹角开展研磨是更为满意的。研磨面不可以应用塑胶或是提高高的原材料,不能用45夹角研磨的样子可以用钝角。 砂纸的号码先后为:#220 ~ #320 ~ #400 ~ #600 ~ #800 ~ #1000 ~ #1200 ~ #1500。事实上#1500砂纸仅用适合淬硬的 模具钢材(52HRC之上),而不适感用以预软钢,由于那样也许会造成预硬铸铁件表面烫伤。
③精抛:精抛关键应用裸钻研磨膏。若用抛光布轮混和裸钻研磨粉或研磨膏开展研磨得话,则一般的研磨次序是9μm(#1800)~ 6μm(#3000)~3μm(#8000)。9μm的裸钻研磨膏和抛光布轮可以用来除去#1200和#1500号砂纸留有的发状划痕。然后用粘毡和裸钻研磨膏开展抛光,次序为1μm(#14000)~ 1/2μm(#60000)~1/4μm(#100000)。
长安模具省模抛光晒纹咬花,精密度规定在1μm之上(包含1μm)的抛光加工工艺在模具制造车间中一个清理的抛光房间内就可以开展。若开展更为高精密的抛光则必不可少一个肯定清洁的室内空间。尘土、浓烟,头屑和口水沫都是有很有可能损毁多个钟头工作中后获得的精密加工抛光表面。

137-2828-9660
 客服1
客服1  客服2
客服2